 13582671816
13582671816


 以后地位:
以后地位: 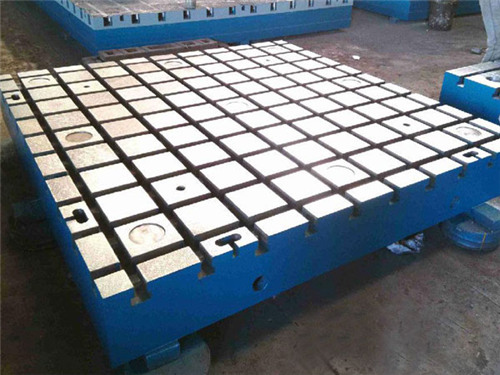

產物概況
拆卸平板產物先容
拆卸平板又名鉗工拆卸平臺,產物又名:拆卸平臺、 拆卸平板、 緊密拆卸平臺、鑄鐵拆卸平臺,首要利用于能源機器裝備的拆卸及調試安穩工件,外表帶有T形槽,能夠安穩能源機器裝備,請求較大的拆卸平臺,能夠拼裝利用。
拆卸平板首要用處
拆卸平板普遍利用于機器加工,東西車間,機(檢)修車間,大型裝備底座,計量及緊密度加工的查驗,丈量和研磨,具備 的丈量水準,查驗工件的立體度,平直度和角度的公役值檢測等。
拆卸平板操縱方式
普通鑄鐵拆卸平臺的利用壽命很長,鑄鐵拆卸平臺只需接納精確的方式利用和保放,鑄鐵拆卸平臺任務面的精度能夠堅持利用2年以上,鑄鐵拆卸平臺精度下降時能夠經由進程調試或刮研工藝規復,拆卸鑄鐵平臺自身的利用壽命能夠到達50-100年,以是,耽誤拆卸鑄鐵平臺的壽命,保障任務品質要注重:
1、在利用鑄鐵拆卸平臺的進程中要注重不要在濕潤,有侵蝕、太高和太低的溫度環境下利用和寄存。
2、拆卸鑄鐵平臺利用后應洗濯清潔,搞好防銹任務。
拆卸平板手藝請求
1、拆卸平板任務面不得有嚴峻影響外表和利用機能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺點。
2、拆卸平板的鍛造外表應斷根型砂且平坦,涂漆安穩。
3、精度掛號為0級-3級的平板任務面上,直徑小于15mm的砂孔許可用不異資料梗塞,其硬度應小于四周資料的硬度。任務面梗塞的砂孔應未幾于4個,且砂孔之間的間距應不小于80mm。
4、拆卸平板應接納優良精密的灰口鑄鐵或合金等資料建造,其任務面硬度應為170-220HB。
5、拆卸平板任務面凡是應接納刮削工藝。對接納刮削加工的3級平板任務面,其外表粗拙度Ra的許可值為5um。
6、立體度公役見表2的劃定。
7、接納刮削工藝應停止涂色對研查驗。對研后顯現的打仗點面積的比率見表3的劃定:或按25mm×25mm正方形面積的打仗點數見表3的劃定,且肆意25mm×25mm中的打仗點數之間應不大于5點。
拆卸平板出產工藝
拆卸平臺的出產工藝流程根基是:
一、拆卸平臺毛坯:按手藝請求制圖紙、按圖紙建造木型、配料、外型、烘干、澆鑄、落沙、清算、查驗毛坯的各部位;
二、拆卸平臺機器加工:外表查驗并劃線、在機床上工件、加工、查驗、回火;
三、拆卸平臺上機床、按圖紙請求加工、送查驗科查驗;
四、拆卸平臺的外表處置、噴漆、包裝、入庫
拆卸平板加工工藝
拆卸平板是鑄鐵平板的一種,可是拆卸平板普通不是立體的,平臺的外表要有T型槽或孔,普通的加工工藝以下:
1、先加工基準面
整機在加工進程中,作為定位基準的外表應起首加工出來,以便盡快為后續工序的加工供給精基準。稱
為“基準先行”。
2、分別加工階段
加工品質請求高的外表,都分別加工階段,普通可分為粗加工、半精加工和精加工三個階段。首要是為了保障加工品質;有益于公道利用裝備;便于支配熱處置工序;和便于時發明毛坯缺點等。
3、先孔前面
對方箱體、支架和連桿等整機應先加工立體后加工孔。如許就能夠以立體定位加工孔,保障立體和孔的地位精度,并且對立體上的孔的加工帶來便利。
4、首要外表的光整加工(如珩磨、研磨、精磨等),應放在工藝線路階段停止,以防止光整加工的外表,由于工序間的轉運和裝置而遭到毀傷。
拆卸平板判定方式
1、拆卸平板任務面上不應有銹跡、劃痕、碰傷及其余影響利用的外表缺點。
2、拆卸平板任務面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鍛造缺點。各鍛造外表應完全斷根型砂,且外表平坦、涂漆安穩,各稅邊應修鈍。
3、T型槽在平板的絕對兩正面上,應有裝置手柄或吊裝地位的設置、羅紋孔或圓柱孔。設置吊裝地位時應斟酌盡可能削減因吊裝而引發的變形。
4、拆卸平板應經不變性處置和去磁。
5、拆卸平板任務面與正面和相鄰兩正面的垂直公役為12級(按GB1184—80《外形地位公役》劃定)。
6、拆卸平板任務面的硬度應為HB170—220或187—255之間。
7、T型槽首要檢定名目
A、材質及外表硬度。B、外形地位公役,含名義尺寸,垂直度公役。C、外表。D、立體度。E、打仗雀斑。F、立體動搖量。G、任務面許可撓度值。H、外表粗拙度。
8、精度參數。
3級平板未劃定打仗雀斑請求。1級平板請求打仗雀斑數在肆意25×25mm立體內不少于20點。2級平板請求打仗雀斑數在肆意25×25mm立體內不少于12點。
拆卸平板檢定
1、按照拆卸平板檢定例程請求,視力察看和實驗外表及外表品質。
2、用外表粗拙度比擬樣塊比擬檢定拆卸平板任務面與正面的外表粗拙度。
3、用分度值為2′的角度規停止檢定正面夾角。
4、用檢定東西(精確度不低于被檢拆卸平板的拆卸平板或平尺)以涂色法檢定刮制拆卸平板的打仗點數。
5、按照被檢平板精確度品級,選用檢定東西,用對角線法檢定拆卸平板任務面的立體度。
6、經檢定合適拆卸平板檢定例格請求的平板,發給檢定證書;不合適本規程請求的,發給檢定成果告訴書。拆卸平板的檢定周期按照利用的詳細環境肯定,普通為一年。
拆卸平板查驗進程
拆卸平板是劃線、丈量、鉚焊、工裝工藝不能夠貧乏的任務臺,也能夠做機器實驗平臺等等。在拆卸平臺的出產設想上接納箱體式、筋板式或其余布局型式。在拆卸平板的絕對兩正面上,應有裝置手柄或吊裝地位的設置、羅紋孔或圓柱孔。拆卸平板經檢定合適規范請求后,應附有產物及格證;產物及格證上應有本規范的規范號和產物序號。
從拆卸平板的全部查驗進程中來看,平板自身為丈量基面,其安排應不變;用自準直儀檢按時,儀器與平板不在統一剛體上.儀器支架安穩性尤其主要。以是拆卸平臺的檢定例程請求檢定園地應安穩不變,檢定地點應防止振動。這是由于:工場常將小平板置于鉗工臺或桌子上,安穩不變性差。檢定職員在拆卸平臺四周的走動、檢定東西在拆卸平臺上的挪動,城市產生差別的重力,使拆卸平板的空間地位產生變更,丈量成果不靠得住。以是檢定這類平板時,平板應移至安穩不變的園地上,防止重力變更對丈量成果的影響。

